








行业:
包装
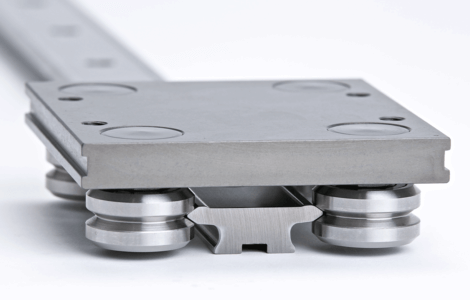
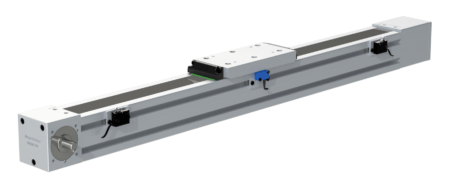
产品: SBD - 皮带驱动致动器
Based in West Sussex, Adelphi Masterfil (part of The Adelphi Group of Companies) is a highly respected manufacturer of liquid filling and capping machinery for industries such as pharmaceutical, cosmetic, toiletries, food, agrochemical and lube oil.
Committed to innovation, Adelphi has a strong reputation for quality, reliable liquid fillers manufactured under the highly respected Masterfil brand name. Looking to go one step further, Adelphi designed and built a new range of modern, unique machines that are not only excellently engineered, but also thoughtfully designed. Adelphi’s latest machine: System F-1800, was officially launched at this years PPMA show and testament to its innovative design, it received the coveted ‘Highly Commended’ award for the ‘Most Innovative Processing & Packaging Machine’.

With the design of the new machine focussed on reducing downtime, increasing productivity, and offering customers greater flexibility and convenience, many factors were considered. For the linear motion required for this application, Adelphi turned to HepcoMotion. With strong competition for this project, Hepco’s reputation for producing high quality linear systems, coupled with a quick response and extensive technical advice, Hepco was the favoured choice. Being a British company, Adelphi are keen to support and promote British manufacturing: Hepco and Adelphi are both third-generation, family owned British companies, making them very well suited.
“When selecting new technology partners we always balance quality, cost, and technical support. Hepco scored highly in all areas, and as a British company they lend further weight to Adelphi’s ‘Designed and manufactured in Great Britain’ ethos, and our general desire to support the local economy wherever possible.”
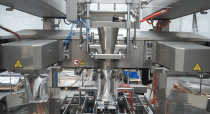
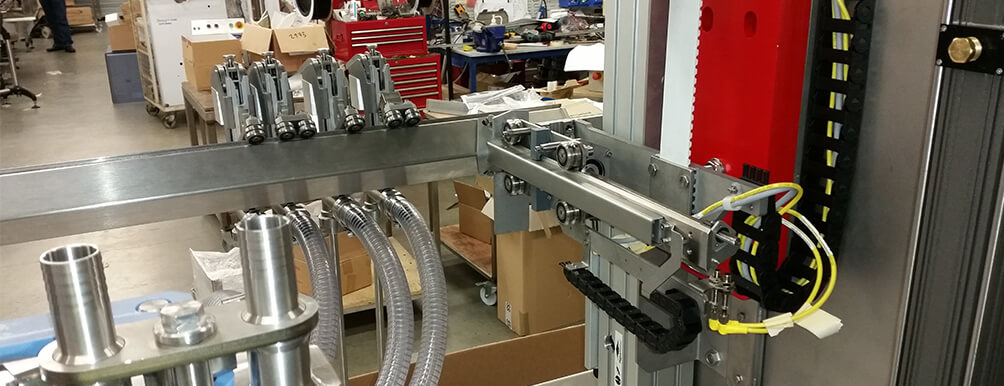
Multi axis Nozzle Carrier movement provided by Hepco’s SBD and SL2 products
With movement over three axis, the System F-1800 Nozzle Carrier uses Hepco products on all three. The vertical movement enabling nozzles to dive into bottles of varying depth, is provided using Hepco’s SBD belt driven actuators with connecting shaft, couplings and motor connection kit. This incorporates a vertical counterbalance design supported by two Hepco SL2 stainless steel slides.
Hepco’s SBD actuators provide a higher level of performance in terms of load capacity and life than other comparable sized linear actuators, making it an excellent choice for Adelphi’s System F. Mike McGuire, HepcoMotion Sales Engineer explains; “SBD fits this application perfectly thanks to its high capacity re-circulating ball guides providing improved moment load capacity and longer life in high duty linear applications”.
The duty is quite high for this application as the main nozzle bar is raised and lowered frequently and quickly. The weight of the nozzle apparatus, piping, and product being dispensed also need to be taken into consideration. The products therefore need to be able to cope with this high duty and be low maintenance – features that Hepco’s SL2 and SBD excel in.
High performance in hostile environments
Catering for a number of different industries, including food production, medical, and
cosmetics packaging to name but a few, the environmental conditions of the System F are quite diverse depending on the type of liquid that is being filled. This was another reason why the engineers decided on Hepco: Hepco can operate in hostile conditions. Furthermore both the SL2 and SBD offer surfaces that can be easily washed and wiped down during cleaning routines. The need to wipe and wash down machines, together with high production rates is a combination that only the toughest systems can provide.
Corrosion-resistance is another key requirement for any liquid filling application – particularly for customers in the food industry. On the nozzle adjusters, where mechanical components are close to the filling process, corrosion resistance is essential for liquids such as oral dose pharmaceuticals and food items. Here, Hepco’s SL2 stainless steel bearing wheels are sealed for life units, negating the need for lubrication so the system can run dry, thus eliminating the opportunity for product contamination.
Unique self-cleaning action expels debris for long system life
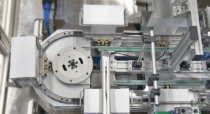
System F has been developed as an extremely hygienic and versatile inline filler, capable of accurately dosing products with a wide range of viscosities, and even those with large particulates.
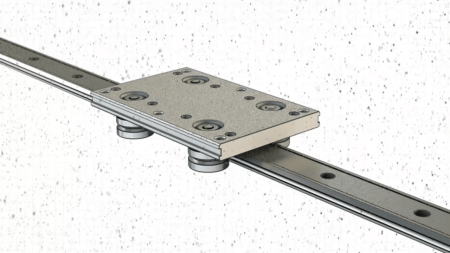
Given the presence of possible solid and liquid particles such as dust and liquid droplets, Hepco’s V guide system is an excellent solution. V guide addresses the problem of debris entering the sliding mechanisms thanks to its self-cleaning action, ensuring a smooth and accurate movement. Having invented the V guide system nearly 50 years ago, Hepco is well renowned for its V guide technology and the many benefits it offers. Hepco’s SBD also has a stainless steel sealing band which prevents dirt ingress, ensuring a low maintenance solution.
Technically designed to offer greater versatility
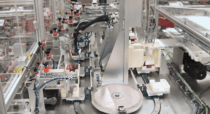
Built with flexibility in mind, the modular-designed F-1800 can be quickly specified to meet the needs of the customer. One such example is its ability to fill volumes from 20ml to in excess of 5 litres on one machine, without modification. In addition, three wheeled SL2 carriage plates are used in conjunction with an innovative trigger release system to enable rapid nozzle pitch adjustment down to just 40mm. This allows very small containers to be accommodated, offering even greater flexibility of the system.
Another application of the SL2 and rollers is in an almost unique ‘raking’ axis. This gives the ability to move nozzles between multiple parallel conveyors, and to eliminate the need to adjust two conveyor guide rails during container changeover routines. This feature brings savings in terms of reduced downtime and also increased output by minimising the negative impact of container gating time.

The finished F-1800 is a modern and unique looking machine that sets Adelphi apart from their competitors worldwide. The number of components has been reduced which has resulted in a quicker build time, shortened lead times and reduced cost for customers. With a varied customer-base, F-1800 appeals to any liquid filling business looking to maximise their output whilst minimising their energy and labour input. The high load capacity and low maintenance solutions provided by Hepco means that system life is rarely an issue, ensuring the system is hard-wearing and durable.
Building on the success of the F-1800, Adelphi have since gone on to introduce another addition to its System F product range; the F-600. After working with Hepco on the F-1800, Hepco was the preferred partner for Adelphi, with Hepco again supplying the necessary linear guides and drive components.